Velocity secures long-term agreement extension
Velocity Composites has announced that it has secured an extension to a long-term agreement with an existing UK customer supplying OEMs and tier 1 aircraft manufacturers.


A key problem facing the aircraft industry is the slow output rate to make complex carbon fibre epoxy prepreg honeycomb sandwich design structural components; production simply cannot keep pace with market demand. Manufacturers with major order backlogs, such as Boeing and Airbus, are actively looking at how to cost effectively ramp up production rates to around 40-50 parts per day. This is proving very difficult due to inherent process bottlenecks that occur with honeycomb cores, particularly for parts with a more complex geometric shape.
The size of the problem for aircraft OEMs is very apparent given the number of applications affected, particularly external structural parts including: wing access panels; wing flap track and fuselage belly fairings; leading and trailing edge parts; spoilers, ailerons, winglets and landing gear doors. As a consequence, more creative processing solutions are being explored.
Significantly higher productivity automatisation production solutions for aircraft manufacturers have been successfully developed with leading technology partners by Evonik Resource Efficiency (Germany) using Rohacell HERO polymethacrylimide (PMI) rigid, closed cell, structural foam core material; HERO grades are now Airbus AIMS (Airbus Industries Material Specification) 04-11-011 qualified flight approved as a core material.
The automatisation of sandwich preform and component production using existing vacuum grabber equipped robot arms and AFP (Automated Fibre Placement) and ATP (Automated Tape Placement) technologies is possible with Evonik’s aircraft approved closed cell foam core due to the material’s high compressive strength; Rohacell HERO is able to cope with the compaction during handling or dry or pre-impregnated fibres/tape application stages from unadapted vacuum robot arms. As well as handling advantages, the processing bottlenecks and subsequent lengthy mould occupancy times with a honeycomb core are also avoided using a closed cell foam core material.
Feasibility studies
Two major sandwich composite automatisation feasibility studies were completed in 2019. The Evonik team worked on an automation project for preform production with Deutsche Zentrum fur Luft-und Raumfahrt e.V. (DLR), the national research centre for aeronautics and space, along with the Airbus subsidiary Composite Technology Centre (CTC), which specialises in composite processing technologies; both CTC and DLR project partners are located in Stade, Germany. A separate AFP/ATP production processing trial for the Airbus Helicopter CleanSky2 Airframe European research project, with Evonik as the foam core partner, was also carried out by the Fraunhofer IGCV in Augsburg, Germany, the specialist institute for casting, composite and processing technology.
The automatisation feasibility studies conducted have built upon published findings from the out of autoclave (OoA) hand lay-up production study carried out by CTC back in 2014. To provide a direct correlation between the hand lay-up data produced back in 2014, the CTC DLR Stade preform automatisation trial was carried out on the identical Dornier 728 nose landing gear door carbon epoxy prepreg composite sandwich part, with Rohacell HERO once again specified instead of the aircraft grade honeycomb core. The original CTC hand lay-up trial successfully demonstrated a 25% reduction in overall production costs, plus a 19% weight reduction of the doors using Rohacell HERO; the study indicated that even higher reductions are achievable the more geometrically complex the part.
Honeycomb core process bottlenecks
There are two recognised productivity problem areas when manufacturing a honeycomb cored sandwich composite component that cause major processing bottlenecks and limit output rates. The first bottleneck is due to the material’s inherent open cell structure, which necessitates the use of potting materials to seal cut honeycomb core edges, plus requires the application of an adhesive film to bond to the laminate skins.
The second bottleneck is the need for a ‘two shot’ curing process to mould a honeycomb cored laminate, which ties up tooling during both processing stages for many hours; to achieve higher output volumes, producers would need to make significant capital investments in multiple sets of tooling.
Automatisation investigations
To avoid these costly bottlenecks, aircraft producers are looking at alternative high output processing and material solutions to replace existing honeycomb sandwich laminate systems, including monolithic carbon fibre prepreg and thermoplastic composite part designs. Automatisation appears to be the logical way forward for aircraft part manufacturers given that, even after switching from a honeycomb core to a closed cell foam core, commercially viable output rates using traditional hand lay-up are still not high enough to meet the 40-50 parts per day productivity objective.
The use of AFP and ATP robot arm automated lines are already established technologies for higher volume manufacturing of composite parts as part of Industry 4.0. However, the desired production rates using automatisation are only achievable if any material processing limitations are reduced or avoided. This led Evonik to participate in two major feasibility project studies, both aiming to develop technically and commercially viable high output rate automated sandwich technology processes for manufacturing preforms and finished aircraft grade sandwich carbon fibre epoxy composite parts using Rohacell HERO foam core materials.
Robot lay–up preforming project
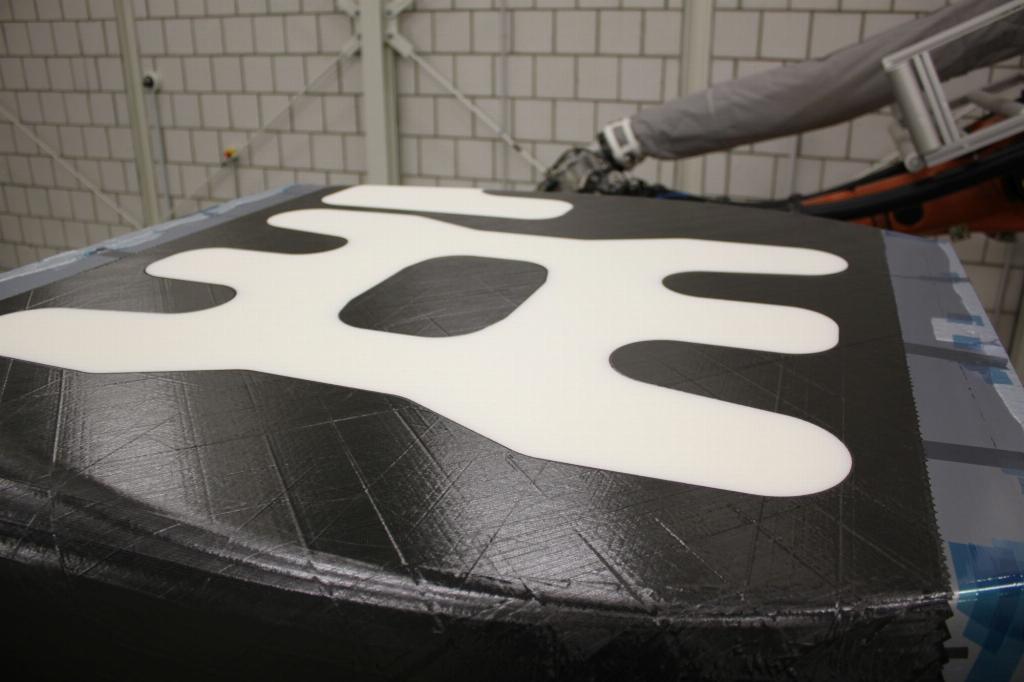
During 2019, Evonik completed an automated preforming project with project partners CTC and DLR Stade. Repeatable, carbon epoxy prepreg sandwich part preforming production trials were successfully carried out on DVL’s EVo plant, which is a highly flexible, fully automated production line. The EVo plant is fitted with conventional vacuum gripper robot arms for handling cut to size glass and carbon fibre fabrics, tapes, lightning strike protection meshes and foam core parts.
The results obtained using the EVo plant to manufacture the Rohacell HERO foam cored preform demonstrated 65% less mould tool utilisation time compared to manual production. For aircraft part manufacturers this effectively ‘doubles’ production capacity, providing part output rates that are unachievable with a honeycomb core using the same tooling.
The EVo plant robot lay-up trial proved that it is possible using automatization to significantly reduce the overall production steps, time and costs to manufacture the Dorner 728 nose landing gear door using Rohacell HERO as the sandwich foam core material instead of an equivalent grade honeycomb core.
An additional cost benefit of this automated preforming trial highlighted was that no adaptation of the vacuum supported robot grabber arms installed on the EVo plant was necessary; the original vacuum grabbers were able to accurately pick and place the machined Rohacell foam core part, which would have needed significant adaptation to handle a honeycomb core.
EU CleanSky2 AFP Project
Evonik has also been participating in the Airbus Helicopters EU CleanSky2 Airframe European research programme, codenamed RACER (Rapid And Cost-Effective Rotorcraft), which started back in 2017. The objective for this Airbus initiative is the development of an innovative new helicopter which can provide the best trade-off between speed, cost-efficiency, sustainability and performance. Evonik was the core material partner chosen to work with the AIRBUS Helicopter Group and Fraunhofer IGCV.

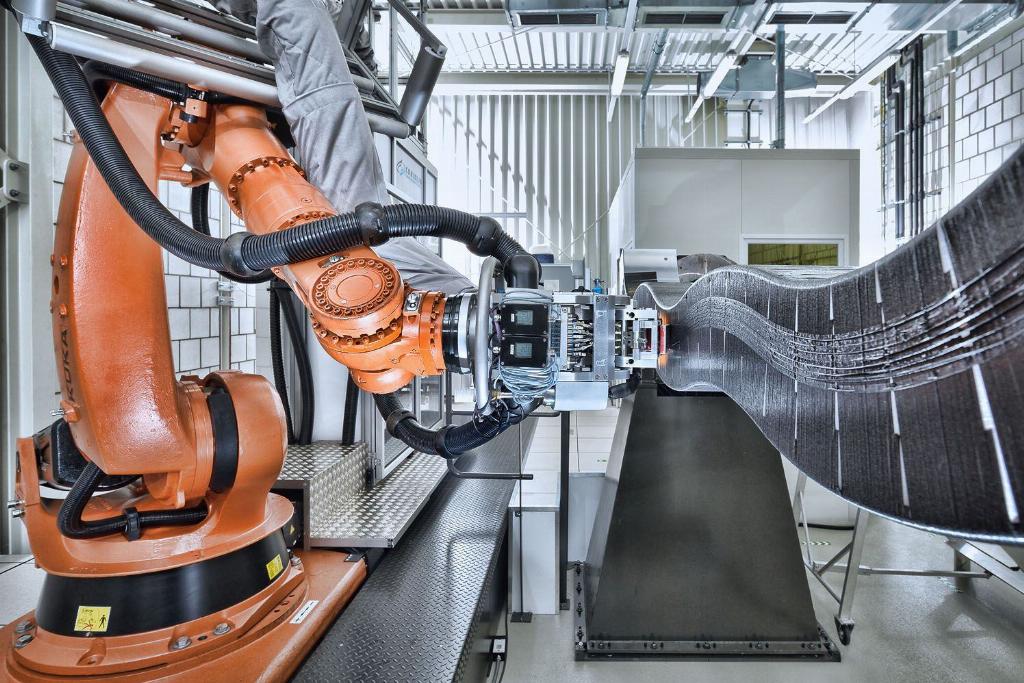
To achieve the CleanSky2 Airframe project objectives, a RACER demonstrator is being produced with a number of new materials and laminate designs; these include a light weight, low recurring cost, hybrid metallic-composite airframe, plus carbon fibre reinforced composite shell parts with integrated sandwich areas to further reduce weight and improve overall performance. Rohacell HERO was recommended by Evonik as the sandwich core material for the two airworthy side shell structural sections to be used on the final assembly of the RACER demonstrator. The automated sandwich production trials for the RACER side shell parts were carried out using the AFP robot facilities in Fraunhofer IGCV.
Optimisation of AFP layup technologies for the rapid integration of carbon fibre reinforced sandwich areas with a Rohacell foam core was successfully demonstrated by Fraunhofer IGCV. The results from the CleanSky2 Airframe project has shown the huge manufacturing potential for the high-speed production of lightweight carbon fibre epoxy foam cored sandwich parts, with automation providing significant lead time and cost savings compared to conventional production processes.
A major benefit for the aircraft industry of having a commercially viable sandwich integration production process to manufacture airworthy composite parts, is that is allows aerospace design engineers to continue to take advantage of the superior lightweight design and end use performance advantages of established sandwich laminate systems over monolithic designs.
Eliminating in-service MRO problems
In addition to the significant processing time, weight and production cost savings, Rohacell HERO also provides significant in-service MRO (maintenance, repair and overhaul) advantages and cost saving benefits compared with a honeycomb cored sandwich part.
A well-documented MRO problem associated with honeycomb cores, which does not occur with a closed cell foam core, is skin debonding due to cracking of the epoxy resin or the potting material; cracking leads to water ingress leakage paths into the honeycomb core’s open cell cavities. Cracking and water ingress creates MRO issues over time, as after repeated extremes of temperature which vaporise and freeze any water in the cavity, the overall structural integrity of the aircraft component can be affected to such an extent that it must be repaired or replaced.
Independent testing and AIMS approval
Following completion of extensive testing and trials, Rohacell HERO is now an Airbus AIMS 04-11-011 qualified aircraft flight approved core material, as well as being technically proven in the narrow-body Airbus A320 family of airliners in a vertical stabilizer leading edge panel project.
The structural integrity of an exterior aircraft part is not compromised by specifying Rohacell HERO foam core material. This has been validated by the independent tests carried out by the Fraunhofer IWM Institute in Halle, Germany, to verify the mechanical properties and suitability of Rohacell HERO as part of sandwich composite designs for class A and B structural parts on an aircraft. The Fraunhofer IWM institute’s rigorous testing programme included conducting a series of comparative NDT after impact tests between an equivalent aircraft structural grade honeycomb core and Rohacell HERO, which provided exactly the same level of damage resistance and visual inspection detectability in both materials.
Rohacell HERO is unique, being the only rigid, closed cell structural foam core material currently available that can handle up to 180°C cure temperature under extreme pressure, which are the moulding conditions required for many epoxy resin aircraft approved grades. The grades of Rohacell HERO foam cores available all have outstanding physical properties for demanding structural applications.
From a design engineering standpoint, independent testing has proven that the same mechanical properties can be obtained with Rohacell HERO, while realising all the other manufacturing savings, higher output rates and improved MRO in-service benefits.
Study conclusions
The completed automated feasibility studies have both proved that a Rohacell HERO rigid, closed cell foam core material handles far better than an equivalent aircraft specification honeycomb core. The two studies have also demonstrated that much higher output rates are possible by combining automatisation with Evonik’s Rohacell HERO foam core material and that an output rate of 40-50 parts per day with the right capital investment in an automated robot line is realistically possible for rapidly producing glass, carbon or aramid fibre reinforced sandwich design composite parts.
Automated sandwich technology processing in combination with a machined Rohacell HERO foam core has been proven to be a viable, high output way to manufacture liquid epoxy resin or epoxy prepreg specification structural composite parts for both interior and exterior aircraft applications; according to published Evonik technical data, higher foam density grades, such as Rohacell HERO 110, can be autoclaved at up to 180°C and 7bar pressure.
The overall conclusion is that the significant weight and cost savings, combined with the potential doubling of production capacity by combining automatisation with the use of a structural foam core, provides three compelling reasons for an aircraft OEM to move from a honeycomb core to Rohacell HERO foam core. The business case and productivity gains become even more financially compelling the more geometrically complex the aircraft component.
Future application opportunities
The latest studies show that automatisation can provide aircraft manufactures with the productivity gains that the industry needs.
Uwe Lang, Sandwich technology Rohacell division, comments: “We expect robot automation technology and digitisation to be used more and more by the aircraft industry, as the sector invests in Industry 4.0 for composite part manufacturing. The feasibility studies have shown that automation is a perfect technology fit with our Rohacell HERO foam core material, particularly for producing complex shaped parts.
“With our high-performance foam material aircraft OEMs can still gain all the lightweight, integral structural design benefits of a sandwich design composite laminate and attain output rates that simply would not be possible using existing honeycomb cores without significant investments in tooling and adaptions to automated production line robot arms. Rohacell HERO, currently the only technically proven Airbus flight qualified foam core sandwich material to replace a honeycomb core, offers a real competitive advantage that Evonik believes aircraft part producers will increasingly look to benefit from in the coming years.”





