Keeping trim with 3D printed composite tooling
As part of a four-way collaborative partnership, CNC machine tool specialist, Thermwood explains how polysulfone can offer the promise for 3D printed composite tooling.


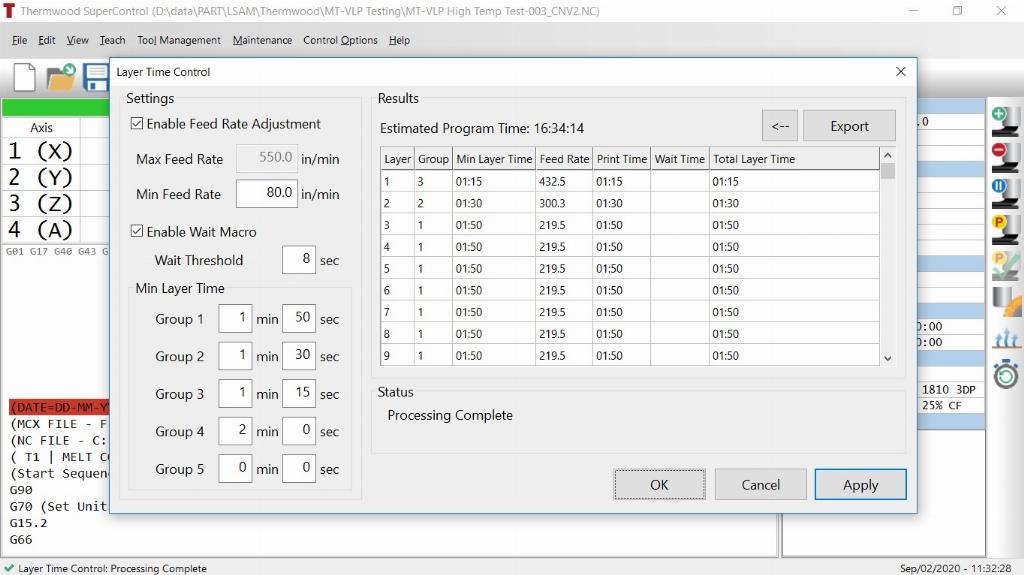
Thermwood’s LSAM additive manufacturing systems are already producing almost perfectly fused large scale thermoplastic composite structures in multiple industry applications today. To a large extent this is because of a patented feature called ‘Layer Time Control’. With a newly announced development, it is now even better and easier.
When printing thermoplastic material, each polymer has an ideal print temperature at which the best fusion between layers occurs. This new system not only attains but precisely maintains this ideal temperature automatically.
Thermal sensor layer automation
Called ‘Thermal Sensor Layer Automation’, it continuously measures the temperature of a printed layer just before a new bead is added. This allows the machine to automatically adjust the feed speed, using ‘Layer Time Control’, to print at, or very close to, the perfect temperature needed to achieve the best possible layer to layer fusion. This results in superior printed part quality. Until now, these adjustments relied primarily on operator skill and judgement. Now it is not only totally automatic, but also much more precise.
Data from the probe is processed through an advanced algorithm which adjusts the speed at which each layer is printed. The algorithm takes into account not only the temperature at the point of printing, compared to the target temperature, but also the changing geometry of the part as it grows. Print speed is no longer defined in the print CNC program but instead, it is continuously adjusted by the LSAM control system itself during printing, in response to changes in the print environment. This is important because there is no way to know exactly what the print environment will be when you are creating a program or whether that environment will change during the sometimes lengthy print process, leaving the operator responsible for achieving and continuously maintaining print temperature. This is not a particularly easy task.
Automatic print temperature control
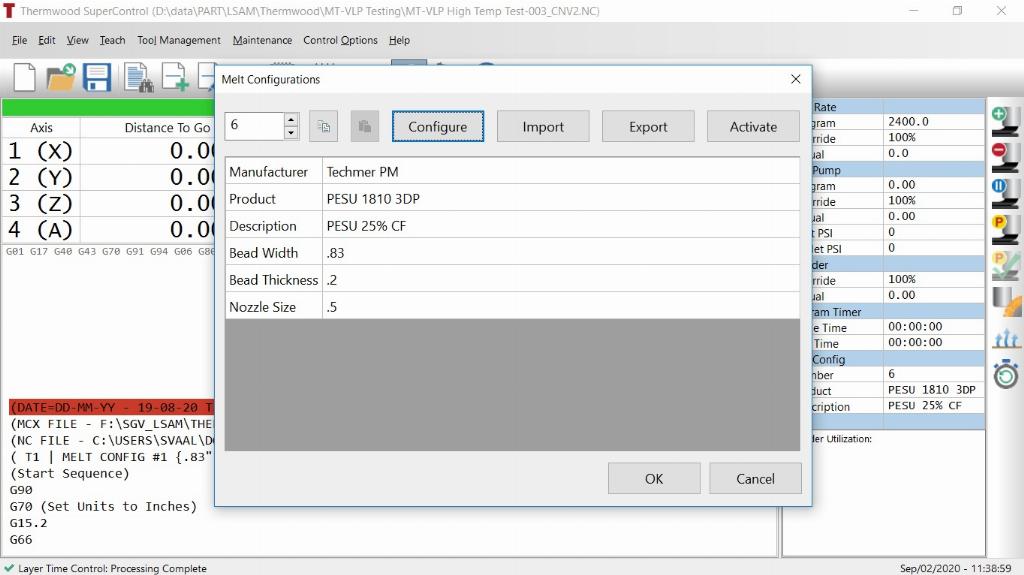
With Thermwood’s new system, optimum print temperature is now part of the parameters stored in the control for each polymer and is determined when the polymer is first qualified. To run a specific material using a properly equipped LSAM, it is only necessary to load a part program, specify the material and turn it on. The entire build process, including all temperature control, is then pretty well automatic.
As a bonus, temperature data from the print process is available in several forms. A digital readout displays, real-time, the current temperature reading as well as the average temperature for the layer being printed. These displays are colour coded so that the operator can tell at a glance if the program is printing within temperature tolerance. When the print is complete a report is available that details the print temperature profile of each printed layer. This documentation could provide the quality control basis needed to verify more critical parts, such as flying parts on an aircraft, further expanding the capability and potential use of LSAM printing.
Real-time temperature measurement and control
There is one additional significant aspect to this new development. For the first time in extruder based large scale additive manufacturing, the temperature at the moment of layer fusion can be measured and controlled. This opens the possibility for more advanced research, focused on the very core of an extruder based print process. Research using this technology should result in a better, more thorough understanding of the print and layer fusion process that is at the very core of this emerging industry.
Thermwood believes this is a major advance in the base technology and will make large scale additive manufacturing not only better, but also practical for a broad range of new users. It makes a once complex and highly specialised process, pretty well automatic, allowing almost anyone to produce parts today that are better than the best that could be made by highly skilled experts in the past.
Existing LSAM customers can also upgrade their current systems to the new Thermal Sensor Layer Automation System in the field.
With ‘Thermal Sensor Layer Automation’, large scale composite additive manufacturing has become a valuable new production tool, suitable for a much larger segment of manufacturing applications. It is no longer exclusive to the rare few with highly specialised personnel but it now works for about anyone.





