In a Q&A session, Composites in Manufacturing hears the views of automated tape layup/automated fibre placement (ATL/AFP) machine tool specialist, Electroimpact’s project manager – composite deposition, Andrew Purvis.
In a Q&A session, Composites in Manufacturing hears the views of automated tape layup/automated fibre placement (ATL/AFP) machine tool specialist, Electroimpact’s project manager – composite deposition, Andrew Purvis.
Layer by layer, tow by tow, Electroimpact has secured some big wins through the design and manufacturing of its aerospace tooling and automation solutions. Established by its founder as a haven for engineers, the company’s wide range of projects include advanced fibre placement machines among many others.
Q) How do your ATL/AFP machines help improve your customers’ productivity and reduce material waste?
AFP offers on-the-fly cutting and adding of material with very low material waste which means it’s ultimately more productive, and nominally generates a much better buy-to-fly ratio compared to ATL material on the vast majority of contour plies. The crenulation effect when properly used in the design, may even realise structural benefits. This combined with wider material forms, such as 1.5” wide material used on the Boeing 777X wing skins enable very high productivity. The slit tow can be sized for width to allow for the required steering on form. The number of ply geometries where ATL meets or exceeds AFP do exist, but overall are small in number. These are material forms over 1” wide, where we’re applying on-the-fly cutting and adding of material. So technically from an export point of view, this is ‘tape material’ being processed by the same type of on-the-fly blunt cutting processing used for AFP. This enables more complex geometries than can be achieved by 6” wide tape, and at the same time reduce scrap rate, and increase layup productivity.
Q) What industries are your ATL/AFP product solutions most suitable for?
Aerospace is the most suitable and proven industry for our modular process head base approach. Very large, high quality, high performance composite parts require automation. In terms of flat charge layup or low contour preform layup, we’re starting to process material at rates that may allow for decent return on investment in automotive, wind power, or marine. We can produce flat charges at staggering rates compared to five years ago. Our current multilane tape heads should cause us to revisit past trade studies that showed automotive or wind power business cases out of range in terms of layup rate.
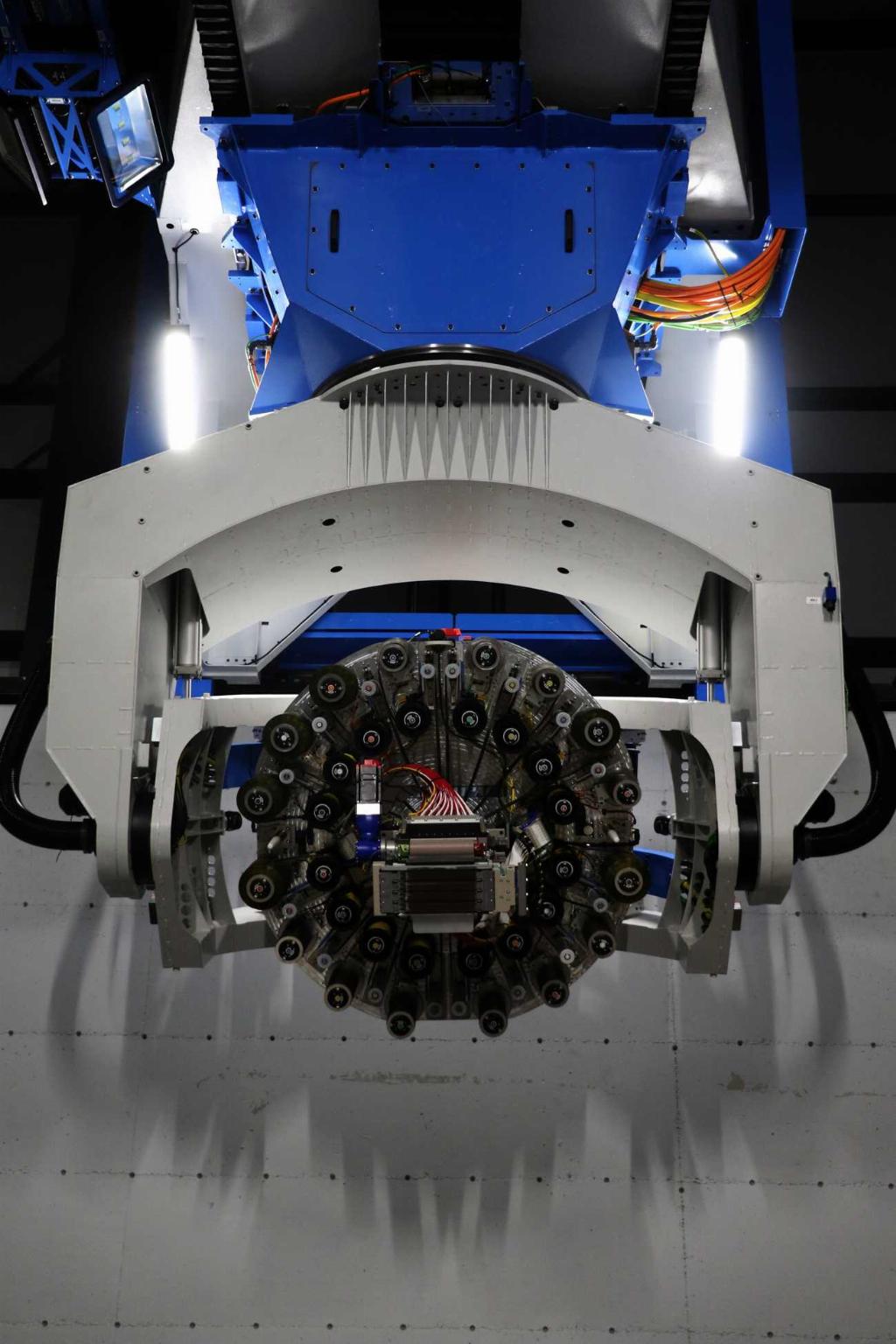
Next-generation high performance gantry system configured with 16-tow ½” modular head
Q) With regard to the integrity of the component structure your machines tend to work on, please provide a feel for the kinds of material widths and the amount of tow required?
Since material forms span the width of 1/8” tow to 24” tape, automated lamination can do a vast variety of high and low contour geometries. There are a set of both material specific and machine specific process variables to take into consideration. For example: material tack, impregnation type, dry core; compaction force; tension; heat applied to generate tack, or fuse; roller conformance to the part geometry; amount of fibre steering required. In general, use the widest material form that the part geometry allows. Alternatively, from the designer’s point of view, use ramps and geometries on parts that allow wider material forms thus saving cost and increasing deposition rate.
Q) What does a ‘hybrid’ solution offer the customer above and beyond traditional a specific ATL or AFP setup?
The system uptime and flexibility gains are based on modular head technology architecture, which allows customers to maximise cost reduction of layup on a per part, material, and aircraft programme basis. This allows them to not only use multiple process heads, but multiple material forms and types, such as unidirectional, lightning strike, fibreglass and multiple processes.
The big win here is system uptime and throughput gains. Modular heads move processes such as material loading, head cleaning, head maintenance offline in parallel to production - not in series, and this leads to very high system uptimes and throughput. Another advantage is forward-looking system flexibility which is to be used on multiple existing or future production programmes. This allows the layup system to be configured on-the-fly on a per part basis.
Hybrid production is a portion of the overall production concept somewhat tied to part size, but also build complexity. At what point do you move the factory past the part rather than the part through the factory? What is the overall more economical approach manufacturing the part? One requires much less space and material handling. Hybrid production allows you to use material form as appropriate to increase productivity at the same time reducing material cost.
Q) And will hybrid machines be the way forward for companies looking to do more than one basic function, i.e. laying up copper mesh or using interchangeable heads for glass fibre?
Almost all new layup systems will have capability to use modular process heads because of the innate system uptime and production throughput increase of the return on investment advantages. The modular head architecture is very flexible and will innately allow for hybrid manufacturing if justified for the particular part or programme. As composite design engineers start to understand how to design for manufacture this way, demand will increase as a programme requirement rather than a potential capability.
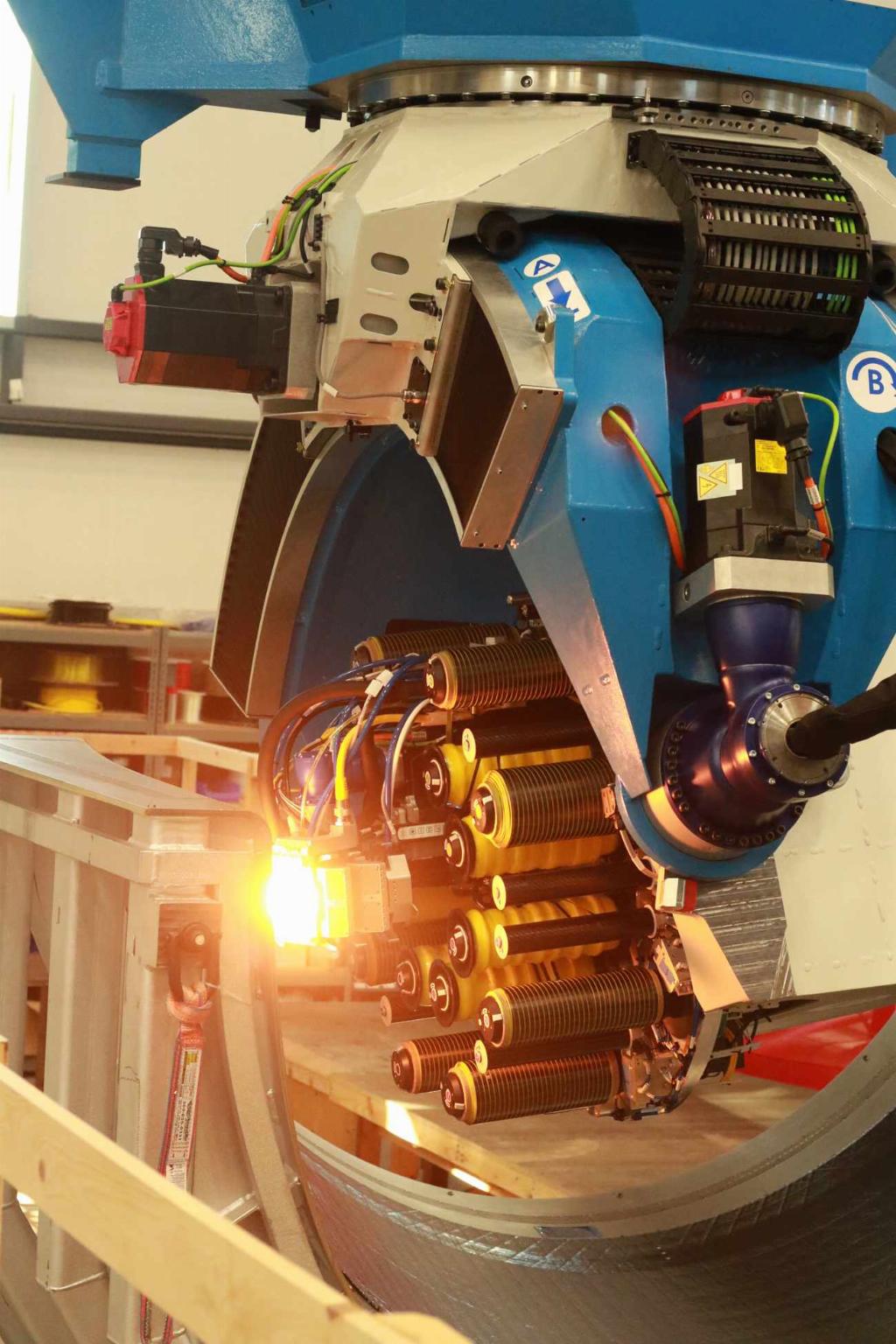
Quick swap modular head technology allows gantry system to switch to multilane 1.5” tape
Q) Does your machine tool simulation software allow users to check for optimum material utilisation and any possible head collision detection?
Yes, you can do full-build simulation and programmatically balance material utilisation to be even. It even allows digitally emulated true process geometries (surfaces) to be exported back into the design environment so designers can get more insight into whether the actual manufacturing process will meet the geometric design intent.
Q) What kind of relationship do you have with the material suppliers when looking to provide the best proven structural solution after curing?
It’s key that the equipment provider, material manufacturer, material processor and end customer work hand-in-hand from an early stage. Not doing this can lead to very undesirable production results when using automation. This cooperation should occur well before programme launch, but many times we’re still surprised with new material properties appearing as we move into production. Sometimes this if for commercial reasons such as material contract negotiations, or just inexperience of the customer with automated layup variables.
Automation can be sensitive to many material properties, such as the type of impregnation, amount of tack, dimensional accuracy. Certain low tack or out-of-autoclave systems want much more heat and initial consolidation to process at higher rates. Partially impregnated or dry core materials can cause stringers or reduced steering capability because they allow the tow to shear on the part. Inconsistent material impregnation, slitting dimension, and certain toughing agents can cause increased deposition in the process heads.
Material processing into spools can also have a dramatic effect on production capacity of a system. The treatment of the cores, tension of the material and backer during winding through to how the material slit and backed can all affect production. Some material systems, such as BMI may just never be great for high rate production that a high-performance machine can provide. Maybe a robot or lower cost system is the way to help mitigate capital costs of material systems that limit layup rate.
Concave part geometry utilises a smaller modular head comprising ¼” material in an 8-tow arrangement
Q) Can you tell me anything about your current R&D focus – what are you looking to improve on at the moment?
“System uptime and reliability are vital. No matter how much automated inspection technology, defect detection, integrated laser projection, augmented reality and digital as-built manufacturing 4.0 you bring on-line, if you have a 100% reliable system then this is all sideshow and noise. That said, we’re active in the production of all of the features mentioned and generating huge masses of data that is primed for being used in machine learning scenarios. As the automated inspection systems and understanding of that data generated progresses, it should allow for continuous tuning of the system and application of statistical process control, rather than the rigid go-no-go method employed for manual inspection. Reliability is still the number one driving force of productivity, and advancement.
Q) How important is the role that automation plays in volume composites production?
As more designers and manufacturing engineers learn how to utilise automation, the structural benefits of using UD material with automation will become a performance and economic necessity rather than an option. On future programmes, hand layup part counts will progressively diminish in number. These parts will be designed specifically for automated manufacture with no hedge for a fall-back position to manual layup. This is just starting to happen in the overlap zone between parts that must be produced via automation due to shear size, and smaller parts where manual layup is possible.
In the long-term, for first world economies, automation is the only way to keep composite manufacturing in country. Hand layup will always have its place, but will diminish in high-income countries and transfer to lower total labour costs markets. Manual layup of composite parts is a very repetitive and injury prone method of manufacturing. If you walk through any large aerostructures bond shop in the US and get to know the people working there, you will see the unrealised costs in terms of scars from surgeries, missed days, painkillers, knee braces, and other lifelong repetitive motion injuries they have personally incurred over the years of working there. When this is added to the ageing demographics of the aerospace workforce, the ongoing health-related cost increases should not be projected as linear.
Cobra International and its Composite Drone Division business unit will showcase how their broad experience in re-engineering a drone airframe or component can improve production cycles and reduce cost at XPONENTIAL 2024.
TCR Composites has unveiled its latest breakthrough in composite manufacturing with the introduction of TR1116, a room-temperature stable, snap-cure epoxy prepreg resin system engineered for press cure applications.