Composite materials present distinct challenges when being cut mechanically. Ed Hill hears from Omax about the advantages of using its abrasive waterjet systems.
The use of water as a cutting medium can be traced back to the 1930s when it was first introduced to split reams of paper in mills producing the product at the time.
As the technology progressed, particularly with the advance of adding abrasives to the jet stream and the development of high pressure pumps and nozzles, much harder materials such as wood, stone and metals were being consistently cut by the 1980s.
In more recent times one of the biggest applications that abrasive waterjet cutting has been applied to is the cutting of composite materials.
Stephen Bruner, vice-president of marketing at Omax, one of the most established manufacturers of waterjet cutting systems explains: “Cutting composite material is a perfect application for abrasive waterjets. A precision waterjet with a taper compensating head will machine 6mm thick carbon fibre as fast as 4.5m/min at 4,100bar with taper of less than 25µm per side. And 20mm thick G10 glass fibre epoxy can be machined as fast a 1m/min at 4,100bar with the same precision.”
Speed and accuracy are two big reasons that workshops machine composites with abrasive waterjets, however, easy set-up and minimal tooling are also important factors. Since the manufacturing of composite parts often consists of small runs minimal set-up time is a significant benefit to profitability.
Bruner continues: “One example is Kevlar fibre used for military vehicle armour. Each piece can have a unique geometry, resulting in dozens of cuts specific to each vehicle. The ability to quickly set-up machines to cut armour panels means faster turnaround times.”
Stephen Bruner, vice-president of marketing at Omax
Neat nesting
Waterjet cutting’s ability to nest geometries within 1mm of each other is another advantage as it minimises material waste and makes the process even more cost effective. Additionally, as with cutting metal, the lack of a Heat Affected Zone (HAZ) around the cut edge is another benefit.
“High resolution photos show that abrasive does not impinge the material, and even consumer grade carbon fibre, which naturally has voids between the material layers, can be cut on an abrasive waterjet without being damaged,” Bruner says.
“Another consideration is that in some high precision applications, such as medical and aerospace, raw composite sheets can be relatively small, sometimes only 1m x 1m and only 6mm thick. In these applications, the small waterjet platform along with a low horsepower pump will significantly reduce the initial capital outlay.”
Waterjet is regularly used for aerospace, medical and signage composite applications amongst others. A frequent use in the sign industry is cutting DIBOND, a composite sandwich material with an aluminium skin.
“Machining DIBOND is not a high precision application, however, superior surface finish with zero surface frosting is critical for the finished product,” Bruner affirms.
Omax found it relatively straightforward to adapt its waterjet technology for composite materials, although some specific advances have been introduced to deal with any delamination issues.
“We improved our cutting model to cut any kind of material including composites. Omax has developed Vacuum Assist, which pulls the abrasive in when the water hits the material which reduces the risk of delamination.
“When machining composites, it is important to support the material in a way that does not allow the jet to deflect onto the bottom of the composite. It is also important to choose the correct abrasive grit.”
The size and type of the abrasive added to the waterjet has a big effect on how fast the material can be cut and also on the quality of the surface finish.
“Depending on the speed of the cut and the grit of the abrasive, composites machined with an abrasive waterjet can have a surface finish of 5µm, and may not require further processing. For example, most composites will have a better surface finish if they are cut with 120grit abrasive.
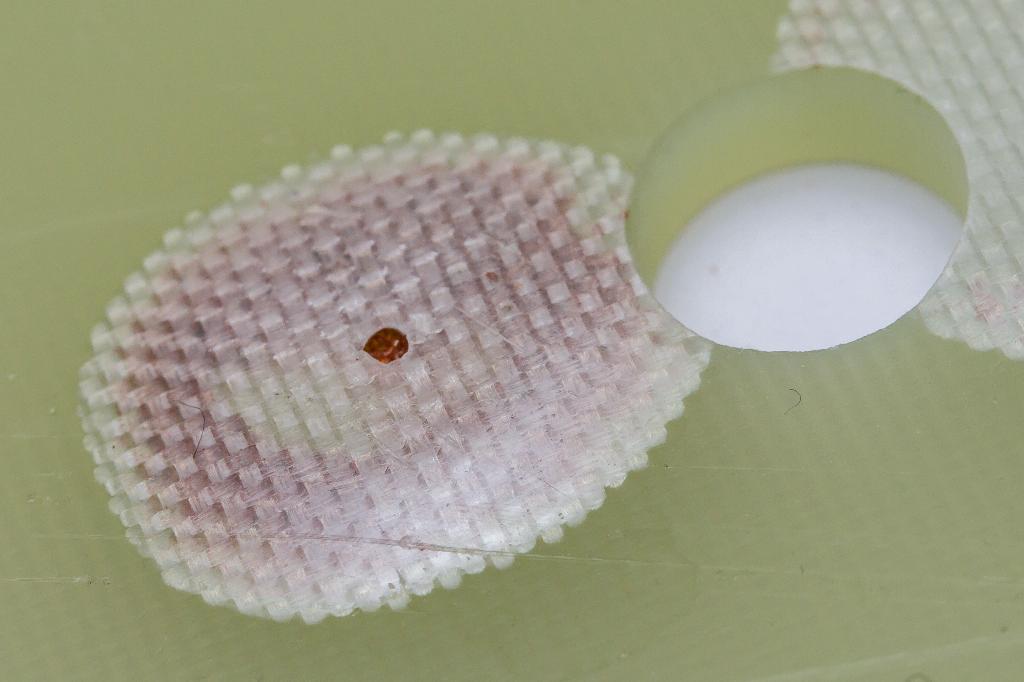
An example of delamination of G10 composite. The result of high velocity water and abrasive embedding between the layers of material
“You can use finer or different grit abrasives –as it can make the material easier to cut, but there is a trade-off. You can get a smoother edge, but you can get the finer abrasive embedding into the material.”
The hole approach
Piercing composite material to create holes as opposed to cutting a linear path can be more problematic as there is a greater risk of delamination. This is a main application where Omax’s Vacuum Assist developments can help.
Bruner notes: “Delamination occurs as a result of the high velocity water and abrasive following the path of least resistance, and leaching into the epoxy that is binding layers of material. When piercing results in delamination, the geometry of the hole has to be large enough to remove the entire delaminated area, or else the part has to be scrapped. Even delamination of support material like paper phenolic, will compromise the structure. To avoid delamination, smaller holes are often drilled by hand.
“One option for repeatedly piercing composites is to use a process that automatically reduces the water’s velocity during piercing, while still drawing a strong enough vacuum (known as the Venturi Effect) to pull abrasive into the jet stream. This option is not absolutely 100% effective, but with careful set-up the process is very effective. However, it does require test cuts to optimise the water velocity for different materials and thickness.”
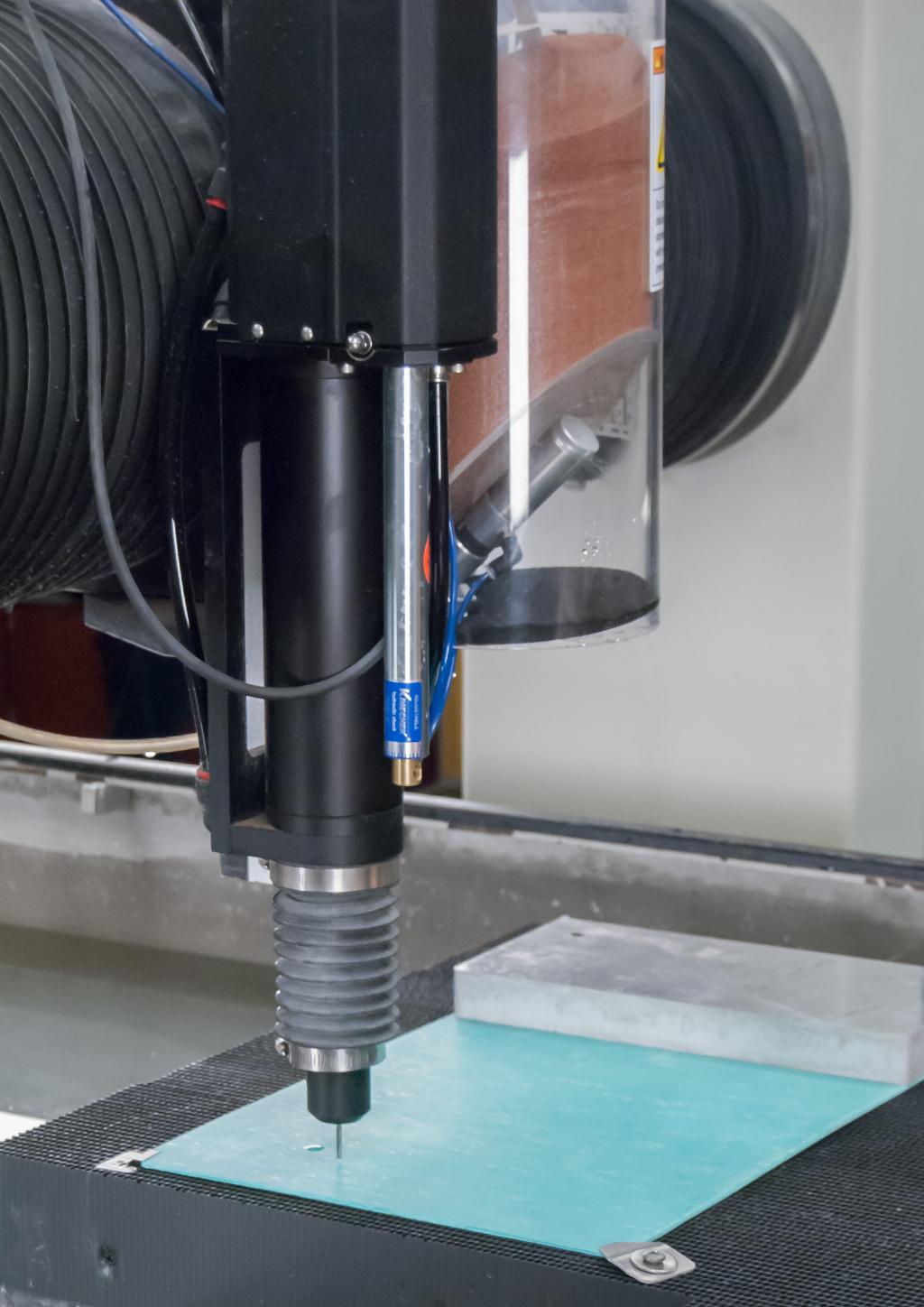
An option that ensures 100% delamination free piercing is to use a pneumatic drill mounted next to the nozzle. The waterjet operating software automatically moves the drill into position and a 3mm bit drills a start hole. The software then automatically positions the nozzle over the pre-drilled hole and starts waterjet cutting to the required size.
Bruner says: “While the drill option eliminates delamination 100%, there are limits on the diameter of the hole that can be pierced and it will add to the overall cycle time of the part. Despite increased cycle times, the drill option is inexpensive and very easy to adapt to different materials and different material thicknesses.”
Naturally composite materials come in many shapes and forms. As well laminates there are also woven materials, stacked and matrix materials all with their own particular characteristics and hardnesses.
Bruner says: “As long as the waterjet can cut each material it can cut a stack or dissimilar materials. The problem is how the materials are adhered together this can cause the materials to delaminate and again, piercing can be an issue.”
Adding axes
With the addition of a rotary head Omax waterjet systems can cut materials in six axes. This means with the accompanying software 3D shapes can be cut out of sheet, tube and bar stock.
Omax’s A-Jet cutting head for example has a cutting range from 0°-60°. This means bevelled edges, angled sides and countersinks can all be easily cut. The company’s Intelli-MAX software suite enables complex 3D shapes to be cut.
It was the development of software by one of Omax’s founders, Dr John Olsen, that helped waterjet cutting become much more productive in a manufacturing environment. Using computer modelling he was able to compensate for the tendency of the jetstream to bend as it cuts, meaning much more accurate parts could be produced.
Bruner says: “Because of the way we can program the waterjet with our 3D Path Editor, our electrically-motorised Z-Axis nozzle positioning system can follow the shape of formed composites. In addition, we can use the A-Jet to cut 3D shapes.”
So it’s apparent that abrasive waterjet cutting offers an affordable process for machining all types of composite materials quickly and reliably.
Omax’s latest machine is the MICROMAX which cuts with extremely high precision for small intricate composite parts as well as other materials.
At the Airtec 2016 in Munich (October 25-27 2016), Zünd will be giving insights into its digital cutting technologies specially developed for processing composites, covering carbon, glass or natural fibre.
Direct Tool Company (DTC) has had a successful first three quarters of 2016 after taking on several big new composite customers and so expanded their stocked selection of fast moving consumable lines to ensure speedy service.
Cobra International and its Composite Drone Division business unit will showcase how their broad experience in re-engineering a drone airframe or component can improve production cycles and reduce cost at XPONENTIAL 2024.
TCR Composites has unveiled its latest breakthrough in composite manufacturing with the introduction of TR1116, a room-temperature stable, snap-cure epoxy prepreg resin system engineered for press cure applications.