Big names, big gains!
Mike Richardson witnesses first-hand, the sheer size and scale of CMS Industries’ seemingly Olympian range of specialised CNC machining centres currently being assembled at its Northern Italian headquarters.


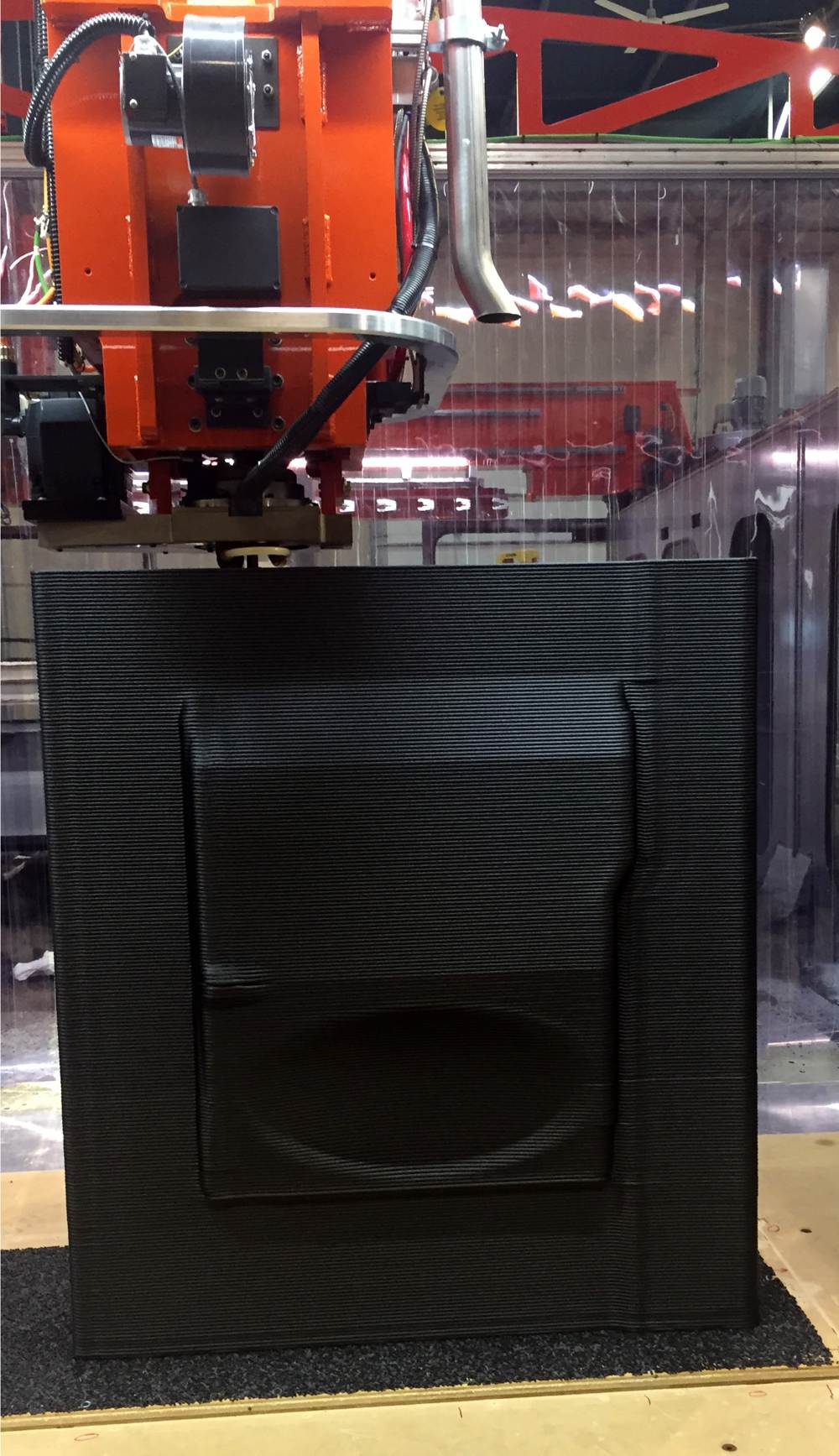
A cooperative effort between Thermwood Corporation, Applied Composite Engineering (ACE), Techmer PM and Purdue University’s Composites Manufacturing and Simulation Centre has produced a composite helicopter part using a 3D printed Polysulfone (PSU) mould.
The mould was printed from Techmer supplied carbon fibre-reinforced material and trimmed on Thermwood’s Large Scale Additive Manufacturing (LSAM) machine. ACE produced a production part from the tool in an autoclave using normal production processes.
Despite the fact that Polysulfone appears to be an ideal material for this application, the participants believe this is the first time PSU has been 3D printed, since it processes at temperatures and requires torque levels above those needed for normal polymer extrusion. The extruder and print head on Thermwood's LSAM machine has been specially designed for ultra-high temperature, high-torque operation.
The part, an oil drip pan for a Chinook Helicopter, was moulded in an autoclave at 275°F and 90psi. The printed mould held vacuum without the need for special coatings other than normal mould prep and release. With a Tg (glass transition temperature) of 372°F the participants believe that this particular PSU formulation may be able to process parts at up to 350°F, which is adequate for about 95% of composite parts processed today.

Another interesting aspect of this collaborative effort is that a mould for the same part was built by ACE using traditional methods and the cost and build time was compared to making the same tool using additive manufacturing. The results were stunning.
Additive manufacturing material cost was 34% less and it required 69% fewer labour hours. Build time for the additive tool was three days versus eight days for the conventional tool. If the part was larger, a support structure would be needed for the conventional tool which would add two days and more labour hours to the conventional process. A larger additive tool would not require a support structure.
The goal of this collaborative effort is to develop materials and processes to efficiently and reliably 3D print production composite tooling, capable of operating at elevated temperatures in an autoclave. These first successful results may indicate that they are very near reaching that goal.
Thermwood Corporation is a pioneer in CNC development, first company to build and sell a CNC router has moved aggressively into developing and building large scale additive manufacturing systems and industry leading software. Its LSAM system prints and trims large to very large moulds and tools that are solid, virtually void free and able to sustain vacuum without secondary coatings.





