Bring out the best in test
The latest composite materials constantly create new challenges for testing specialists, such as ZwickRoell. Composites in Manufacturing hears how the company is dealing with increasing customer demands.


AdaptixNDE’s commercial director NDE, Andy Barnes tells Composites in Manufacturing why the next generation of aircraft will require the next generation of NDE.
Based on the Oxford University Science Park’s Centre for Innovation & Enterprise, AdaptixNDE is a deep-tech company at the cutting edge of imaging technology. The company says it enables evaluation to start earlier in the aerospace manufacturing process, for instance when a composite device is still in dry preform, allowing assessment before a further magnitude of cost has been incurred and reducing the economic and environmental cost of waste. As importantly, identifying items for re-work earlier in the process frees up production capability for products that can be sold rather than scrapped, offering the chance to realise productivity enhancements.
AdaptixNDE can track all these events and data with its digital outputs for longitudinal analysis and eventually realise a predictive quality management plan for each individual parts via their digital twin.
With the AdaptixNDE system facilitating comprehensive digital inspection in manufacture and maintenance, the company can monitor each part through-life. For instance, it’s now possible to compare a part mid-life against that same part post-production, which offers the prospect of optimising service life and maintenance protocols. AdaptixNDE focuses on delivering ‘NDE4.0’ to deliver enhanced economic returns to its customers.
Q) Firstly, please bring me up to speed with your latest news?
I’ll be discussing this new technology as a keynote speaker at the Advanced Engineering UK show on 2-3 November. This was organised via the Farnborough Aerospace Consortium (FAC), of which we are a member and the National Aerospace Technology Exploitation Programme (NATEP). We’ve recently completed a NATEP grant with support from GKN Aerospace. The project output technology is a completely new inspection technique to verify authenticity of composite aerospace parts versus flagging substandard counterfeit parts.

Then post-Farnborough Airshow, we’re in the thrust of demonstrations, meetings and potential trials discussions from governments to aerospace primes to lower tier suppliers in both the civil and defence sectors. It was a great show to ‘soft launch’ our capability via the FAC stand, as we draw to the close of an exciting Aerospace Technology Institute (ATI) grant with the National Composites Centre (NCC) via InnovateUK funding. This ATI project is enabling us to deliver a scaled-up prototype to image larger composite parts like the flaps on the trailing edge of an A320 or 737 wing. This is compared to our original systems which operate in the medical world.
We’re fortunate and grateful to be working closely with the NCC on our ATI grant, and to be a member of the FAC. The NCC has been a great support in terms of connections, providing comparable trials to other inspection modalities to give us confidence of our offering, and their general expertise as they introduced us to the NDE world nearly two years ago.
Q) What types of composites testing performance demands are placed on you by today’s designers?
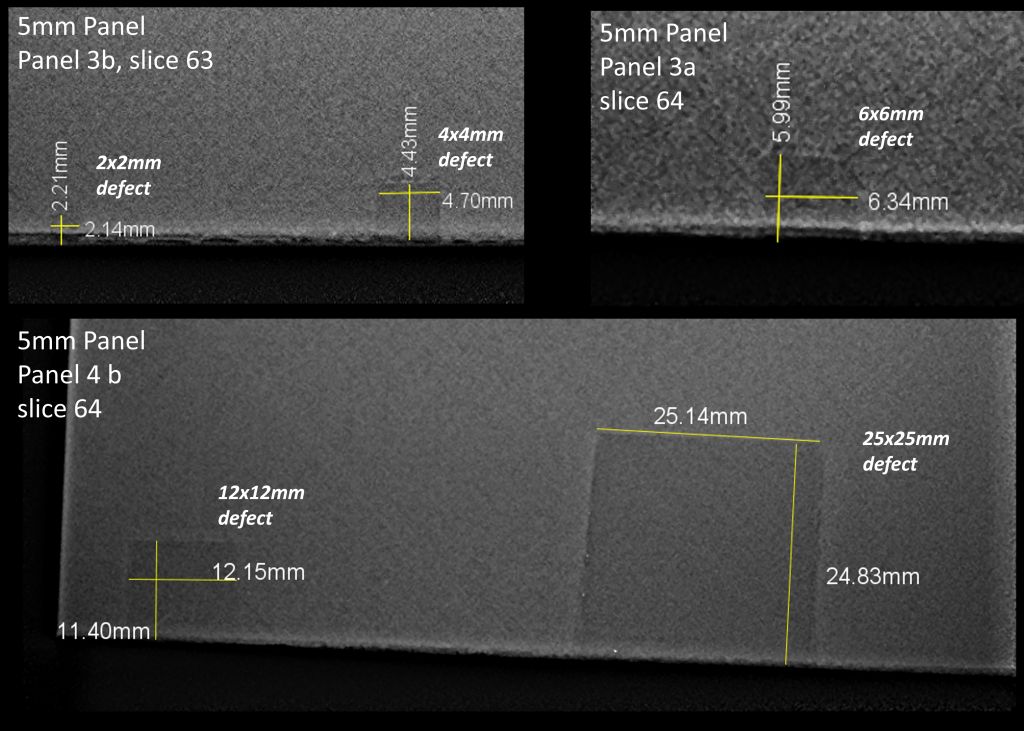
The designs aren’t placing any significant demands on the inspection because of the X-ray capability. The lay-ups, either by hand or machine means there is a distinct pattern which helps with the contrast and inspection visualisation we offer. We can clearly pick out needle porosity for instance, as well as computed tomography (CT) imaging (tested via the NCC on an aerospace prime benchmark coupon). This ability to see the crosshatch pattern of fibres actually means we can inspect the composites in pre-form, so either dry and hard, or soft with the resin before curing.
We have had good interest on this as more people move or plan to move to preform inspection, but there’s not been an inspection capability to do this so early in manufacture - with ultrasound incapable with no resin, or CT simply being too prohibitive.
Q) What are the most common examples of testing method types?
AdaptixNDE is bringing a transformational new 3D X-ray non-destructive evaluation (NDE) solution via digital tomosynthesis to meet the emerging challenges of the aerospace sector. Aerostructures have changed, but testing methods have not. ‘Tap-testing’, penetrating dyes, ultrasound and 2D X-ray introduced for aluminium airframes aren’t as efficient or effective in detecting failure modes in composite structures.
CT scanners are not an economic or practicable solution: CT scanners are costly and require a shielded room and three-phase power, and the capital cost of the CT itself is often a fraction of the total cost, particularly when considering the room fit-out, maintenance and the power used by the CT and the (often required) air-conditioning. Detaching parts from the aerostructure and taking them to the CT, and or breaking the production workflow is not practicable.
X-ray requires hangar clearance so these operations are unpalatable and/or booked in for overnight slots. Inspectors are highly-skilled, take time to train and are hard to recruit resulting in a testing bottleneck. Tomorrow’s aerostructures will likely incur more landings per hour of use and have more distributed operations, increasing the need for NDE resources and staff, compounding the problems above.
Our 3D X-ray has been proven by the NCC to be well-suited to find the failure modes typical in composite structures, such as voids, variation in weave, inclusions, needle porosity etc. It’s affordable, low-power and can be deployed as a fully-shielded unit in a hangar or on a production line with a single-phase power supply. Due to its medical heritage, it is low-flux, reducing the required cordon distances if used un-shielded and brought to the aerostructure. It's also fast and can be automated to allow inspectors to be more productive. Finally, it produces a digitised output that is consistent with the direction of travel for ‘NDE4.0’ as part of Industry 4.0.
Q) Are you being forced to look at different methods as the shapes of composite test pieces become increasing more varied and complex?
One of our unique selling points is operating at low-power, so this suits composites well and guided our translation to this market. Where our systems struggle with steel oil pipes, our sweet-spot is in composites. The new complex composites, in dry-, pre- and pre-cure forms as well as fully manufactured parts are all equally suited for inspection.

The challenge for us to scale up our products for the largest aerospace parts. With a current prototype being completed this year, we’re now able to image whole rotor blades. We can also do this in-situ without detaching the blade from the platform saving considerable time in track-and-vibe tests etc, if for instance you just want to verify Barely Visible Damage (BVD) or ‘blade-sail’ has not caused any operationally critical damage.
Then the next iteration of the roadmap is to mount our source and detector onto robot arms for imaging larger parts, such as wings and fuselages; this is a clear next step we need to take with discussions in place with the ATI and various primes.
Q) Is the composites community looking for design parity with metals which will mean development and acceptance of equivalent tests, both physically and in underpinning theory?
At our power, we can only inspect low-density metals, such as small aluminium parts. But in comparison to currently used 2D X-ray film methods we recently inspected some authentic aerospace aluminium parts which took us 90 minutes and we were informed that would usually be a week of work. Then while we’re challenged to meet the requirement of heavier metals, our low power, speed and interior visualisation makes us an ideal fit for metal additive manufacture (MAM).
MAM offers the chance to transform the economics of aerostructures and their maintenance. In order to achieve this in a regulated industry requires a test strategy. AdaptixNDE is working with industry primes to validate the quality assurance of MAM parts to deliver a fast, deployable and affordable solution that can be partnered with production systems.
Q) In terms of your R&D, where is the main emphasis – more innovations in the hardware or the software?
Right now, we’re translating our hardware capability, but we have a software branch within the company. Over the summer we’ve just taken our electronics inspection from hardware to integrating automatic software tests for chip coplanarity and checking for non-uniform balls in BGAs. With 16 relevant PhD/MDs we have a strong software capability and our next step is a programme to automate aerospace composite inspection.
Q) Do you find the composites industry dynamic and quick to adopt new technologies as key to gaining a competitive edge?
The composites industry is evolving faster and faster all the time with new technology, and we’ve only been met with open curiosity about where we might help and add value. That said, we’re obviously well-scrutinised with bringing a new form of NDE and we need to prove our capability to what exists now, and on each organisation’s specific parts. But that’s how we like to engage – we’re learning – we invite people to attend with their parts or post them down and they can see the system in action. And then we move from there.
Q) What other composites testing developments will we be seeing in the future?
I think for us, it’s where we can sit now in a large market of inspection manufactured composite parts and then in maintenance. We’ll obviously collect this data from now, and analyse this it for digital twin initiatives.





