Mike Richardson turns the R&D spotlight on HiLiTe, a project aimed at developing an end-to-end process for the manufacture of high volume and low cost lightweight structural components for the automotive industry.
Mike Richardson turns the R&D spotlight on HiLiTe, a project aimed at developing an end-to-end process for the manufacture of high volume and low cost lightweight structural components for the automotive industry.
Lightweight structural composite design and manufacturing specialist, Far-UK, has been leading a project looking at an affordable composite high-volume manufacturing route for automotive structures.
Funded by Innovate UK, the three-year research project entitled High-volume Lightweight Technologies for vehicle structures (HiLiTe) is part of the Collaborative Research and Development (CR&D) programme: Low Carbon Vehicles, Integrated Delivery Platform Competition 9 (IDP9). The £3 million project aims to develop a novel end-to-end process for manufacturing high-volume and low-cost lightweight structural components for the automotive industry.
As part of the project consortium, TATA Motors European Technical Centre (TMETC), representing a major international automotive OEM has provided the technical design specification for a structural component concept as a case study. The approach meant developing a composite version of the automotive part focusing on design optimisation, effective selection of material and efficient process definition.
Get the balance right
The project, which began in 2014, defines a glide-path to achieve a 30% weight reduction on the existing steel component and a 40% reduction in costs from traditional composite materials and processing. Other key deliverables meant establishing design guidelines to apply ‘right materials in the right place’ principle in the future and ascertaining recommendations to enable the assembly of dissimilar materials. A validated computer-aided engineering model was built against the results of real-world component tests. As well as TMETC and Far-UK, the consortium also includes Expert Advanced Manufacturing Technologies, the National Composites Centre and Warwick Manufacturing Group.
Final bonnet inner design chosen at the end of all the topology optimisation iterations
“The initial idea was to look at low-cost, high-volume automotive production with a Takt time of two minutes, the obvious weight savings compared to steel equivalents, and enabling integration with existing paintshop processes,” begins Far-UK’s technical programme manager, Dr Sophie Cozien-Cazuc. “TMETC wanted to try carbon fibre with a low-cost semi-structural component application. We’ve been working on the car bonnet inner, which is semi-structural and tried to compare the work we’re doing with the steel construction equivalent. We’ve led the project in terms of materials development with the goal of moving away from semi-finished products - such as sheet moulded compounds (SMC) and bulk moulding compounds (BMC). Instead we get the materials, mix them together straightaway and press in a hydraulic press - all within a two-minute Takt time. We looked at different resin suppliers, eventually ‘down selecting’ one epoxy resin system, from Huntsman Advanced Materials, which was a structurally compliant and suitable for rapid curing.
“We mix long, discontinuous Panex-35 carbon fibre - which is a 50k industrial grade - from Zoltek then add the epoxy resin with the right viscosity for mixing with an extruder, mature the material to obtain the optimum condition so then when we press, we have the correct viscosity for moulding. We can cure in less than two minutes on the press. The advantage is no material waste – it’s like a net-shaping process. We’re introducing another way of processing to reduce the Takt time by using tool-skins. Project partner, Expert developed the tool-skins using incremental sheetmetal forming process to manufacture them. The tool-skins themselves go in the press with a material charge lay-down on top and we demould the moulded part with the tool-skin which gives it time to cool down.”
Pressed into service
According to Far-UK’s technical programme manager, David Goodwin, the key point here is in keeping all the preparation and cooling time on the moulding cycle so the part is only in the press for two minutes.
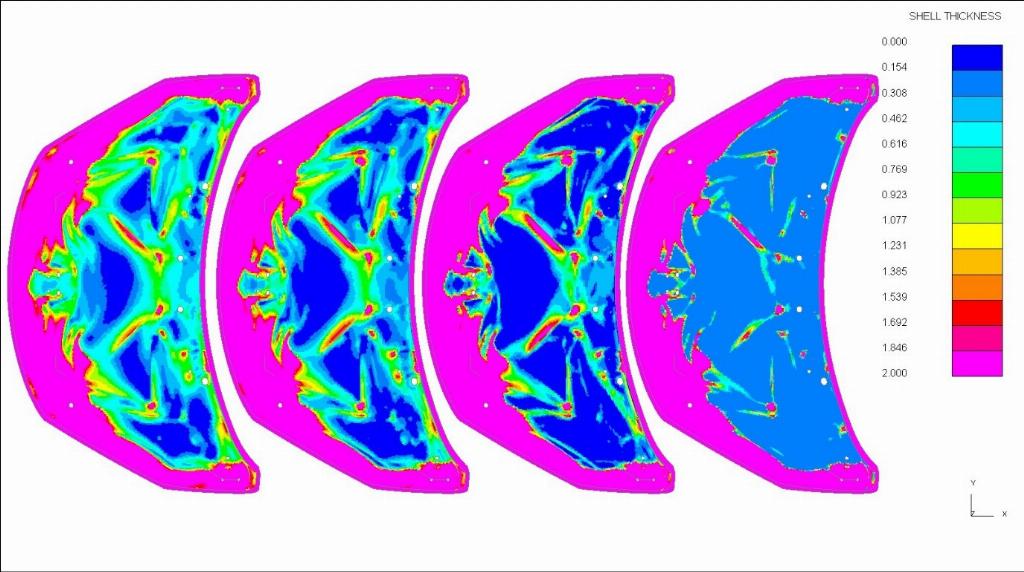
A design optimisation study for specific load cases
“The material can be in the skin longer if it needs to be,” he states. “We have lots of skins, but only one set of tooling and one press. In terms of composites, we always try to go as far back as possible into the raw material, so we’re not buying any semi-finished goods and paying someone else for that service, plus we’re trying to reduce weight. Obviously, net shape or near-net shape moulding was one of the factors we considered. Like many other processes that we’re developing, they start with the idea of no consumables, no waste, no touch time, and then we dream up a process around this. TMETC was interested in producing a low risk component that couldn’t be achieved using traditional manufacturing methods.”
Dr Cozien-Cazuc reckons the next step will be in establishing a production cell, or at least a computer-aided design simulation to understand exactly how it will work. Ultimately, Far-UK is targeting production of 100,000 parts per annum.
“Our engineers have spent two years establishing what the optimum resin is in terms of resin system and mixing ratio,” she continues. “Our research revealed many important points to consider. Without the correct resin, we cannot mix or mould and we won’t get the right flow - and the flow is vital. Moving away from semi-finished materials means savings on material storage, and represents approximately a fifth of the material cost compared to commercial automotive SMC.
“A key part of this project was in establishing the material and now we’re into the characterisation phase of the material. We don’t perform NDT, but we’ve undertaken a lot of mechanical testing, including aging. For this project, a big deliverable is materials data. The car bonnet inner is an application, but we’re not trying to sell bonnet inners - we’re trying to sell a material that provides a good fit for different applications in the automotive industry. We need to offer a product and a process that can fit many parts of the car. We’ll be testing the bonnet inner assembly with the steel outer. We think the automotive industry will want to see how our parts will respond in durability, torsion and slam testing, etc. I’m more interested in the exploitation of the project and demonstrating to everyone that our parts can be put anywhere on the car.”
[caption id="attachment_7179" align="alignleft" width="263"] The HiLiTe material removed from the tool-skin after a two minutes’ cure cycle in the press[/caption]
Right material, right place
HiLiTe is about the right material being used in the right place. Goodwin feels that the project has defined the company’s raison d'être, and represents a completely different process where Far-UK has started from a different position.
“Instead of using standard, off-the-shelf materials we’ve provided a different way of using a part where cost can be removed at every step,” he maintains. “It’s not been one single thing that makes this process cost efficient or really fast; it’s the culmination of everything in the supply chain and even the demonstration cell itself. It’s been more about how we mix and handle the materials. The composites manufacturing industry is fixated with the moulding process, but it’s not really the bottleneck anymore.
“We’re not an equipment manufacturer, so we won’t have a production cell here at Far-UK. We’re simply showcasing that we can develop these kinds of processes, plus we want to be the design partner in taking this process in-house. We know how it’s constructed and how to model it. The case study of this part is interesting because, being under the bonnet, it experiences both static loads and high temperatures. In addition, head impact criteria must be considered as well. Since it is a dynamic load case it requires our background from Axon Automotive – a Far-UK subsidiary - in terms of modelling composite materials within crash scenarios. We’ve bolted on the topology optimisation and used this to drive the geometry we need and the material characteristics, and then go back through the loop and target certain aspects in the material. Going forward, this will be an aspect that we will want to target in follow-on projects.”
Far-UK plan to have the bonnet inner demonstrator cell on show at the forthcoming JEC World show in Paris this March and will hold a company open day in April.
At the VDI conference in Mannheim earlier this year, Aliancys, Daimler and Menzolit together gave a presentation about their successful improvement of SMC Technology for use in top-range Mercedes passenger cars.
Surface Generation, a provider of advanced carbon fibre processing technologies, has started work on an 18-month research and development project to produce affordable lightweight carbon fibre components for the automotive industry.
TCR Composites has unveiled its latest breakthrough in composite manufacturing with the introduction of TR1116, a room-temperature stable, snap-cure epoxy prepreg resin system engineered for press cure applications.
3D printing service bureau, CRP Technology has announced that its glass fibre-reinforced Windform thermoplastic composites for selective laser sintering (SLS) has demonstrated outstanding electrical insulation performance as confirmed by recent dielectric constant and dielectric strength tests.


 The HiLiTe material removed from the tool-skin after a two minutes’ cure cycle in the press[/caption]
The HiLiTe material removed from the tool-skin after a two minutes’ cure cycle in the press[/caption]



